ISWÅPĘ―ëxÐÄąÃđĘÕÏßMÐÐzÐÞšÜÖØŌŠ
gÓ[īÎĩ(shĻī)Ģš2773°l(fĻĄ)ēžČÕÆÚĢš2024-03-19
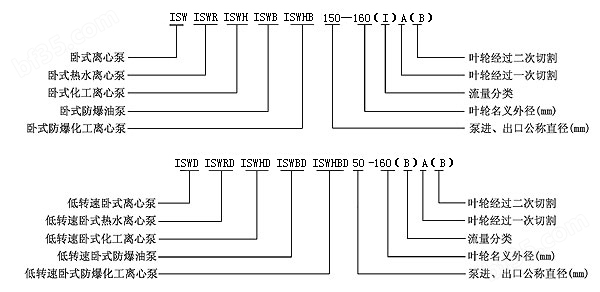
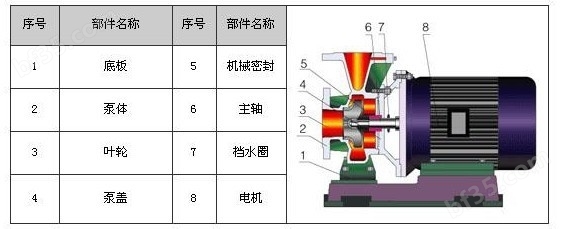
ĄĄĄĄISWÅPĘ―ëxÐÄąÃĘĮŌŧ·NļßЧđ(jiĻĶ)ÄÜĩÄąÃîŪa(chĻĢn)Æ·��ĢŽūßÓÐŌÔÏÂĖØücšÍÓÃÍūĢš ĄĄĄĄ
ĄĄĄĄ1��ĄĒß\ÐÐÆ―·(wĻ§n)ĢšÓÉÓÚąÃÝSĩÄ―^ĶÍŽÐÄķČŌÔž°Č~ÝĩÄ(yĻu)ŪÓėoÆ―šâ��ĢŽISWÐÍÅPĘ―đÜĩĀëxÐÄąÃÄÜōąĢŨCÆ―·(wĻ§n)ß\ÐÐ����ĢŽŨšõ]ÓÐÕņÓĄĢ
ĄĄĄĄ
ĄĄĄĄ2�ĄĒÃÜ·âÐÔÄÜšÃĢšēÉÓÃēŧÍŽēÄŲ|(zhĻŽ)ĩÄÓēŲ|(zhĻŽ)šÏ―ðÃÜ·âĢŽī_ąĢÁËąÃĩÄÃÜ·âÐÔÄÜ��ĢŽŋÉŌÔŨöĩ―ĩÎËŪēŧÂĐ��ĄĢ
ĄĄĄĄ
ĄĄĄĄ3��ĄĒ―Y(jiĻĶ)(gĻ°u)ÔO(shĻĻ)Ó(yĻu)ŧŊĢšëxÐÄąÃĘĮ(yĻu)ŧŊÁËĩÄSÐÍëxÐÄąÃÅcÁĒĘ―ąÃĩÄ―Y(jiĻĶ)(gĻ°u)―MšÏÔO(shĻĻ)Ó���ĢŽ°īÕÕøëHË(biĻĄo)Ę(zhĻģn)ISO2858šÍøžŌđÜĩĀëxÐÄąÃË(biĻĄo)Ę(zhĻģn)JB/T53058-93ßMÐÐÔO(shĻĻ)ÓÖÆÔėĩÄŪa(chĻĢn)Æ·�ĄĢ
ĄĄĄĄ
ĄĄĄĄ4��ĄĒÓÃÍūV·šĢšßmÓÃÓÚÝËÍĮåËŪž°ÎïĀíŧŊW(xuĻĶ)ÐÔŲ|(zhĻŽ)îËÆÓÚĮåËŪĩÄÆäËûŌšów�ĢŽV·šŠ(yĻĐng)ÓÃÓÚđĪI(yĻĻ)šÍģĮĘÐ―oÅÅËŪĄĒļßÓ―ĻÖþÔöšËÍËŪ�����ĄĒ@ÁÖđāļČ���ĄĒÏû·ĀÔöšĩČķā·NöšÏĄĢ
ĄĄĄĄ

ĄĄĄĄÅPĘ―ëxÐÄąÃ{―čÆä·(wĻ§n)ķĻĩÄß\ÐÐÐÔÄÜ���ĄĒÁžšÃĩÄÃÜ·âЧđû�����ĄĒ(yĻu)ŧŊĩÄÔO(shĻĻ)ÓŌÔž°V·šĩÄŠ(yĻĐng)ÓÃöū°����ĢŽģÉéÁËÔSķāđĪI(yĻĻ)šÍĘÐÕþđĪģĖÖÐĩÄÔO(shĻĻ)äĄĢÔÚßxņšÏßmĩÄąÃîŪa(chĻĢn)Æ·r�ĢŽëxÐÄąÃŌōÆäļßЧđ(jiĻĶ)ÄÜĩÄĖØÐÔķøģÉéÁËŌŧĀíÏëĩÄßxņĄĢ
ĄĄĄĄ
ĄĄĄĄ1.zÐÞĮ°ĩÄĘ(zhĻģn)ä
ĄĄĄĄ
ĄĄĄĄ1.1―MŋĘ(zhĻģn)ä
ĄĄĄĄ
ĄĄĄĄMķĻzÐÞÓ�ĢŽzÐÞÓŠ(yĻĐng)°üĀĻzÐÞíÄŋĄĒzÐÞČËTĩÄÅää�����ĄĒzÐÞķĻî~�����ĄĒzÐÞßMķČ����ĄĒŌŨpžþž°đĪūßēÄÁÏÓĄĢ
ĄĄĄĄ
ĄĄĄĄ1.2ÎïŲYĘ(zhĻģn)ä
ĄĄĄĄ
ĄĄĄĄ1.2.1°īÕÕÐčŌŠĢŽĘ(zhĻģn)äēðÐķšÍŅbÅäÓÃĩÄŌŧ°ãđĪūßēÄÁÏ���ĢŽzÐÞÓÃÁŋūßšÍđĪūß�ĄĢ
ĄĄĄĄ
ĄĄĄĄ1.2.2°īÓĘ(zhĻģn)äšÃŌŨpÅäžþ���ĄĒÏûšÄēÄÁÏ����ĄĢ
ĄĄĄĄ
ĄĄĄĄĘ(zhĻģn)äšÃzÐÞÓäŋĻ�ĢŽŌÔąãŨöšÃžžÐg(shĻī)ĩ(shĻī)þ(jĻī)đĪŨũĄĢ
ĄĄĄĄ
ĄĄĄĄ2.ËŪąÃēðÐķšÍŅbÅäÖÐĩÄŨĒŌâĘÂí
ĄĄĄĄ
ĄĄĄĄ2.1ËŪąÃĩÄēðÐķÅcŅbÅäŠ(yĻĐng)°īíÐōßMÐÐ�ĢŽēðÐķrŠ(yĻĐng)ÏČÍâĄĒšóČ(nĻĻi)���ĢŽŅbÅärÅcīËÏā·ī����ĢŽēŧŌŠÃĪÄŋÐUļÉ����ĢŽŌŠÓŨĄļũēŋžþÏāŧĨégĩÄŅbÅäęP(guĻĄn)ÏĩšÍēðÐķÅcŅbÅäļũēŋžþĩÄÅäšÏđŦēîĢŽēĒŨöšÃÓä����ĢŽŌÔąãŨũéÏÂīÎzÐÞ
ĒŋžšÍÅÐāĢŽĶČÝŌŨŧėÏýēŋžþŠ(yĻĐng)ÓÐË(biĻĄo)Ó����ĢŽŌÔÃâåeÕ`ĄĢ
ĄĄĄĄ
ĄĄĄĄ2.2ēðÏÂÝ^īóĩÄēŋžþŠ(yĻĐng)·ÅÔÚÅ_Ę―ÕíÄūžÜÉÏ��ĢŽĶÓÚÝ^ÐĄĩÄÁãēŋžþ°ī·Öî�ĄĒūĖ·ÅÔÚÍ°Č(nĻĻi)ĢŽŌÔÃâGʧšÍåeÄÃ��ĄĢ
ĄĄĄĄ
ĄĄĄĄ2.3ÔÚēðÐķ�����ĄĒŅbÅäß^ģĖÖÐ�ĢŽŠ(yĻĐng)šÏĀíĩÄĘđÓÃđĪūߥĒ―ûÖđÓÃīóåNÃÍīōēŋžþ����ĢŽÓÃÐĄĀÆî^ĮÃīōĩÄĩØ·―Š(yĻĐng)ÓÃã~°ôŧōÄūK|ÆðíĄĢ
ĄĄĄĄ
ĄĄĄĄ2.4ēðÐķÃÜšÏÃærēŧĩÃÓÃąâįPŧōÂÝ―zĩķÐÐīōČë����ĢŽËųÓÃēŋžþĩÄÃÜšÏÃæ��ĄĒÄĨēÁÃæ��ĄĒūŦžÓđĪÃæąØíąĢģÖđâ�ĢŽēŧÄÜÓÃīÖÉ°žīōÄĨ����ĢŽļüēŧŌŠÅöûĄĢ
ĄĄĄĄ3.ÅPĘ―ëxÐÄąÃĩÄzÐÞ
ĄĄĄĄ
ĄĄĄĄ3.1ąÃÝSĩÄÐÞÍ(fĻī)
ĄĄĄĄ
ĄĄĄĄ3.1.1ąÃÝSĩÄzēéž°ĮúĩÄyÁŋ��ĢŽĘŨÏČzēéÝSÅcÝSģÐ��ĄĒČ~Ýž°ÝSĖŨÅäšÏĖÓÐoýšÛ�ĄĒäPÎgĄĒĩôKĩČŽF(xiĻĪn)Ïó����ĢŽĶąíÆĪÝpÎĒĩôKĩÄŋÉēÉČĄÐĄëÁũŅašļĄĒ―(jĻĐng)ÜÏũŧōīōÄĨžīŋÉ�ĄĢÝSĮúyÁŋrĢŽŋÉĒÝSAÔÚCīēÉÏßMÐÐ�����ĢŽŌŠĮóÆä―ÏōĖøÓ�����ĢŽÖÐég≤0.05mmĢŽÉķË≤0.02mm�ĄĢ
ĄĄĄĄ
ĄĄĄĄ3.1.2ÝSĮúÐĢÕýĢŽĶÖÐÐÍąÃÝSĢĻ24ÓĒīįŌÔÏÂĢĐēÉÓÃĀäš�ĢŽĶīóÐÍąÃÝSēÉÓÃŅõŌŌČēŧðŅæÐĢÕý���ĄĢ
ĄĄĄĄ
ĄĄĄĄ3.1.3ĶÄĨpýšÛĀ(yĻĒn)ÍĩÄÝSîiŋÉēÉÓÓáÍŋ���ĄĒšļ”šÍëËĒåđĪËßMÐÐÐÞÍ(fĻī)ĄĢ
ĄĄĄĄ
ĄĄĄĄ3.2ÝSģÐĘŌĩÄÐÞÍ(fĻī)
ĄĄĄĄ
ĄĄĄĄ3.2.1ŧŽÓÝSģÐĩÄÐÞÍ(fĻī)
ĄĄĄĄ
ĄĄĄĄ3.2.1.1ÝSÍßĩÄzēéĒŲzēéÝSÍßÓÐoÁŅŋpŧōÃÖŽ��ĢŽČįÓОīŋÉļüQ�����ĢŧĒÚzēéÓÍh(huĻĒn)ÞD(zhuĻĢn)ÓĮér�ĢŽąĢŨCÓÍh(huĻĒn)ÔÚÐýÞD(zhuĻĢn)rÄÜŨÔÓÉÞD(zhuĻĢn)ÓĢŧĒÛzēéÝSÍßÅcÝSîi―ÓÓ|Įér��ĢŽŌŠĮóÏÂÍßÅcÝSîi―ÓÓ|Ãæé2/3ĢĻ65°±5ĢĐ�����ĢŽ―ÓÓ|ücé1ĄŦ3üc/cm3ĢŽÉÏÍßÅcÝSîi―ÓÓ|Ãæé1/3���ĢŽÏÂÍß―ÓÓ|―Įß^īó��ĢŽëmČŧģÐÝdÁĶ��ĢŽĩŦÐÎģÉÓÍÄĪēŧšÃ�����ĢŽÆÆÄŧŽÐ§đû����ĢŽĘđÍß°l(fĻĄ)á�ĢŽ―ÓÓ|ß^ÐĄĢŽþžÓĄÝSÍßĩÄÄĨp��ĢŽŋsķĖĘđÓÃÛÃü����ĄĢ
ĄĄĄĄ
ĄĄĄĄ3.2.1.2ÝSÍßĩÄļüQž°đÎŅÐ
ĄĄĄĄ
ĄĄĄĄĶÓÚýûĀ(yĻĒn)ÖØĩÄÝSÍßŋÉŌÔļüQÐÂÍßĢŽĶÓÚÝpÎĒýûĩÄ���ĢŽŋÉēÉÓÃđÎŅÐĩÄÞk·ĻßMÐÐÐÞÍ(fĻī)����ĢŽ·―·ĻĘĮÔÚÍßÃæÉÏÄĻÉÏŌŧӚܹĄĩÄžtãUÓÍßMÐÐŅÐÍßĢŽŅÐÍßrēÉÓÃąPÜŅÐÍß��ĢŽđÎÏũrŋÉēÉÓÃ45°―ŧåe·―ÏōßMÐÐ�����ĢŽëS―ÓÓ|ücĩÄÔöžÓ��ĢŽđÎĩķÓÃÁĶŌŠÐĄ�����ĢŽ―(jĻĐng)·īÍ(fĻī)đÎŅОīŋÉß_ĩ―ŌŠĮó��ĄĢ
ĄĄĄĄ
ĄĄĄĄ3.2.1.3ÝSÍßégÏķĩÄÕ{(diĻĪo)Õû
ĄĄĄĄ
ĄĄĄ�ĄĒŲégÏķĩÄī_ķĻĢšÝSÍßégÏķß^īó����ĢŽÝSîiĖøÓŌýÆðËŪąÃß\ÐÐrÕņÓĢŽégÏķß^ÐĄēŧÄÜÐÎģÉÓÍÄĪ���ĢŽÔėģÉÝSÅcÍßÖą―Ó―ÓÓ|ÄĨēÁ��ĢŽĘđÍß°l(fĻĄ)á��ĢŽĀ(yĻĒn)ÖØrŋÉÄÜýÄÍß�ĢŽÝSÍßíégÏķĩÄīóÐĄČĄQÓÚÞD(zhuĻĢn)ËŲĄĒÝS―����ĄĒšÁĶž°ÓÍĩÄÕģķČĢŽŌŧ°ãČĄÝS―ĩÄ1/1000ĄŦ2/1000��ĢŽČ(cĻĻ)égÏķĩČÓÚíégÏķĩÄŌŧ°ë���ĄĢ
ĄĄĄĄ
ĄĄĄ�ĄĒÚÝSÍßégÏķÕ{(diĻĪo)Õû·―·ĻĢšÓÃÖą―é1ĄŦ1.5mmĩÄąĢëU―z��ĢŽ·Öe·ÅÔÚÝSîiíēŋÅcÝSÍßÉČ(cĻĻ)ÉÏ����ĄĒÏÂ―Y(jiĻĶ)šÏÃæÉÏĢŽÉwÉÏÝSģКÉw����ĢŽĶ·QūųōÔđĖšÉwÂÝËĻĢŽČŧšóËÉé_ÂÝËĻĢŽČĄģöËųšąĢëU―zyÁŋËųšąĢëU―zĩÄšņķČ�ĢŽÝSÍßÉČ(cĻĻ)ËųžÓ|ŨÓĩÄÆ―ūųšņķČĩČÓÚÉČ(cĻĻ)ËųšąĢëU―zĩÄÆ―ūųšņķČpČĨÝSîiíēŋËųšąĢëU―zĩÄÆ―ūųšņķČÔŲžÓÉÏËųŌŠĮóĩÄíégÏķÖĩĢŽ|ÆŽēŧĩÃ―ÓÓ|ÝSîi���ĄĢ
ĄĄĄĄ
ĄĄĄ����ĄĒÛÝSÍßČ(cĻĻ)égÏķĩÄÕ{(diĻĪo)ÕûĢšČ(cĻĻ)égÏķÕ{(diĻĪo)ÕûŋÉ―Y(jiĻĶ)šÏđÎÍßrßMÐÐ���ĢŽÓÃČûģßßMÐÐyÁŋ����ĢŽēåČëÉîķČéÝS―ĩÄ1/4����ĄĢ
ĄĄĄĄ
ĄĄĄĄ3.2.1.4ÝSÍßÝSģКÉwūoÁĶĩÄÕ{(diĻĪo)Õû
ĄĄĄĄ
ĄĄĄĄéÁË·ĀÖđÝSÍßÔÚß\ÐÐrĖøÓ��ĢŽąØÐčŌŠĮóÝSÍßÅcšÉwÓÐŌŧķĻĩÄūoÁĶ����ĢŽŌŧ°ãŌŠĮóūoÁĶÔÚ0.04ĄŦ0.08mmĢŽÕ{(diĻĪo)ÕûĩÄ·―·ĻŋÉÅcÕ{(diĻĪo)ÕûÝSÍßíégÏķÏāÍŽ�ĢŽÔÚÝSÍßąģÃæÉÏšÍÝSģКÉwÉČ(cĻĻ)·Öe·ÅČëąĢëU―zžīŋÉĢŽČįđûūoÁĶĖŦÐĄ�����ĢŽŋÉÔÚÝSÍßąģÉÏžÓßmŪ(dĻĄng)šņķČĩÄ|ÆŽĄĢ
ĄĄĄĄ
ĄĄĄĄ3.2.2LÓÝSģÐĩÄļüQ
ĄĄĄĄ
ĄĄĄĄ3.2.2.1ĮåÏīšózēéÝSģÐČ(nĻĻi)���ĄĒÍâČĶ����ĄĒLĮōÓÐoäPÎgÂéüc�ĢŽÓÐoÆÆÁŅšÍŪģĢÂŌôĢŽyÁŋÆäÓÎÏķĘĮ·ņ·ûšÏŌŠĮó�ĄĢ
ĄĄĄĄ
ĄĄĄĄLÓÝSģÐégÏķË(biĻĄo)Ę(zhĻģn)ĢĻmmĢĐ
ĄĄĄĄ
ĄĄĄĄÝSģÐČ(nĻĻi)―ĢĻmmĢĐLÖéĘ―LÖųĘ―OÏÞÖĩ
ĄĄĄĄ
ĄĄĄĄ55ĄŦ800.01ĄŦ0.020.06ĄŦ0.080.2
ĄĄĄĄ
ĄĄĄĄ85ĄŦ1200.02ĄŦ0.030.08ĄŦ0.10.2
ĄĄĄĄ
ĄĄĄĄ130ĄŦ1500.03ĄŦ0.040.1ĄŦ0.120.3
ĄĄĄĄ
ĄĄĄĄ3.2.2.2ļüQÐÂÝSģÐrĢŽĘŨÏČzēéÝSģÐÂŌôĘĮ·ņÕýģĢ��ĢŽÓÐoÂéüc����ĢŽyÁŋÆäÓÎÏķĢŽī_ķĻÅcÝSîiĩÄÅäšÏģßīįĢĻéß^ÓŊÅäšÏĢĐ���ĄĢ
ĄĄĄĄ
ĄĄĄĄ3.2.2.3ļüQÐÂÝSģÐŌŧ°ãĀûÓÞÓá·Ļ��ĢŽĒÝSģзÅÔÚÓÍēÛČ(nĻĻi)ßMÐОÓá�����ĢŽÖÁ90ĄæĄŦ100ĄæžīŋÉŅbČë�ĄĢ
ĄĄĄĄ3.3Č~ÝĩÄÐÞÍ(fĻī)ž°ļüQ
ĄĄĄĄ
ĄĄĄĄ3.3.1Č~ÝÓÉÓÚéLrégĩÄĘđÓÃĢŽÔėģÉČ~ÆŽž°ŋÚh(huĻĒn)ÅäšÏĖ_ËĒÆûÎgĀ(yĻĒn)ÖØ���ĢŽĶÓÚäÖÆČ~ÝŋÉēÉÓÃëšļŅašļ�����ĢŽČŧšóßMÐÐÜÏũŧōīōÄĨ��ĢŽžīŋÉĘđÓÃ���ĄĢ
ĄĄĄĄ
ĄĄĄĄ3.3.2ĶÓÚģöËŪČ~ÆŽŧōßMËŪČ~ÆŽ_ËĒŧōÆûÎgĀ(yĻĒn)ÖØĩÄĢŽŋÉēÉÓÃä°åŅašļ�����ĄĢ
ĄĄĄĄ
ĄĄĄĄ3.3.3ļüQČ~Ýr��ĢŽŌŠĶÕÕÎïŨО(xĻŽ)yÁŋČ~Ýļũģßīį��ĢŽŅbÅärŨĒŌâ·―Ïō�ĄĢ
ĄĄĄĄ
ĄĄĄĄ3.3.4ÓÐlžþŨöŌŧīÎėoÆ―šâÔōĄĢ
ĄĄĄĄ
ĄĄĄĄ3.4ÃÜ·âh(huĻĒn)ĩÄļüQ
ĄĄĄĄ
ĄĄĄĄļüQŋÚh(huĻĒn)r����ĢŽŌŠŨО(xĻŽ)yÁŋÆäČ(nĻĻi)ÍâÖą―ĄĒ°ëAæIÅcÔĪAēÛĩÄÅäšÏģßīį����ĢŽēĒĮåģýÔĪž°°ëAēÛÉÏĩÄäPÎgž°ÎÛđļĢŽyÁŋÆäČ(nĻĻi)―ÅcČ~ÝĩÄÅäšÏ―ÏōégÏķ����ĢŽŌŧ°ãļųþ(jĻī)ÔōŌŠĮóÆäŋégÏķéŋÚh(huĻĒn)Č(nĻĻi)―ĩÄ0.002ąķĢŽÆäÝSÏōégÏķŌŧ°ãé0.5ĄŦ1mm���ĄĢ
ĄĄĄĄ
ĄĄĄĄ3.5ąÃÉwĩÄÐÞÍ(fĻī)ž°ŅbÅä
ĄĄĄĄ
ĄĄĄĄ3.5.1ĶÓÚąÃĪĩÄÆûÎgĀ(yĻĒn)ÖØ���ĢŽŋÉēÉÓÃh(huĻĒn)Ņõ―ðäÉ°ßMÐÐÍŋŨoĢŽąíÃæÍŋÉÏŌŧÓÐÔēÄÁÏžīŋÉ��ĄĢ
ĄĄĄĄ
ĄĄĄĄ3.5.2ŅbÅäąÃÉwr�����ĢŽŌŠŨО(xĻŽ)ĮåģýąÃÉwÅcŋÚh(huĻĒn)ÅäšÏÃæ�ĄĒÖÐé_ÃæÉÏĩÄäPÎgÓÍđļ��ĢŽyÁŋąÃÉwÅcŋÚh(huĻĒn)ĩÄūoÁĶ�ĢŽŌŧ°ãŌŠĮóūoÁĶé0.03ĄŦ0.05mm�����ĢŽyÁŋ·―·ĻĘĮ·ÖeÔÚŋÚh(huĻĒn)íēŋšÍÖÐé_ÃæÉÏ·ÅČë1ĄŦ1.5mmĩÄąĢëU―z�����ĢŽČŧšóūųōQūoąÃÉwÂÝËĻ�����ĢŽ°ŅÖÐé_ÃæËųšąĢëU―zĩÄÆ―ūųšņķČpČĨŋÚh(huĻĒn)íēŋËųšąĢëU―zĩÄÆ―ūųšņķČ���ĢŽī_ķĻÖÐé_Ãæīē|ŨÓĩÄšņķČ�ĢŽČįđûÓËãīē|ģöŽF(xiĻĪn)íēŋéØ(fĻī)Öēr����ĢŽzuiīóØ(fĻī)ÖĩēŧĩÃģŽß^0.03mmĄĢ
ĄĄĄĄ

ĄĄĄĄ3.6ĖîÁÏšŊĩÄzÐÞ
ĄĄĄĄ
ĄĄĄĄŅbÅäÝSĖŨr�ĢŽŠ(yĻĐng)yÁŋÅcÝSĩÄÅäšÏĖĩÄģßīįÅcĖîÁÏĖŨĩÄÅäšÏģßīįĢŽ―ÏōÎß
égÏķé0.3ĄŦ0.5mm��ĢŽĖîÁÏšÉwÍâAąÚÅcĖîÁÏŨųČ(nĻĻi)AÖŪégĩÄ―ÏōÎß
égÏķé0.1ĄŦ0.2mm�����ĢŽĖîÁÏšÉwČ(nĻĻi)AÅcÝSĖŨ―ÏōÎß
égÏķé0.4ĄŦ0.5mm��ĄĢļüQąPļųr���ĢŽÃŋČĶ―ÓŋÚŠ(yĻĐng)åeé_�����ĢŽēĒŨĒŌâËŪ·âh(huĻĒn)ßMËŪŋŨŠ(yĻĐng)ĶĘ(zhĻģn)ŌýËŪŋŨĢĻ·ĀÖđßMâĢĐ��ĄĢ

 Â(liĻĒn)ÏĩQQĢš1597533116
Â(liĻĒn)ÏĩQQĢš1597533116 Â(liĻĒn)Ïĩā]ÏäĢšequanby@163.com
Â(liĻĒn)Ïĩā]ÏäĢšequanby@163.com ũÕæĢš86-21-59266228
ũÕæĢš86-21-59266228 Â(liĻĒn)ÏĩĩØÖ·ĢšÉÏšĢĘÐĮāÆÖ
^(qĻą)―ðÉđĪI(yĻĻ)@
^(qĻą)
Â(liĻĒn)ÏĩĩØÖ·ĢšÉÏšĢĘÐĮāÆÖ
^(qĻą)―ðÉđĪI(yĻĻ)@
^(qĻą)

 äNĘÛēŋ
äNĘÛēŋ ŨÉÔëÔ
ŨÉÔëÔ